欢迎访问上海联净复合材料技术有限公司网站!











芳纶纸制造之关键工序---高温整饰芳纶纸广泛应用于航空航天、国防军工、轨道交通、新能源等高端下游领域。芳纶纸基复合材料(又称“芳纶纸”)作为芳纶原料的重要衍生产品由美国杜邦于上世纪...
芳纶纸广泛应用于航空航天、国防军工、轨道交通、新能源等高端下游领域。芳纶纸基复合材料(又称“芳纶纸”)作为芳纶原料的重要衍生产品由美国杜邦于上世纪六十年代首次研发(产品名 Nomex 纸),由芳族聚酰胺的短纤维(棒)和小粘合纤维颗粒(纤维)组成,具有阻燃、绝缘、高强度、抗腐蚀、耐辐射等诸多优异性能。芳纶纸主要应用形式包括平面纸(主要用于绝缘材料)以及蜂窝状纸(主要作为结构型材料),广泛应用于电力电气、航空航天、轨道交通、新能源、电子通讯、国防军工等高端下游领域。
芳纶纸具有优异的热稳定性、绝缘性、阻燃性、化学稳定性、耐辐射性:
u热稳定性强:芳纶纸在 180℃下可使用 10 年以上,在 370℃高温下才开始分解。芳纶纸在 200℃干热状态下放置 1000h 后机械强度保持率约 75%,在 120 ℃湿热状态下放置 1000h 后机械强度保持率高达 60%以上;
u绝缘性强:芳纶纸是一种性能优异的环保型绝缘材料,电绝缘性能高且在高温下仍保持良好的电气性能。芳纶纸具有较低的相对介电常数和介质损耗因数,可以使绝缘电场分布更均匀和运行介质损耗更小;
u阻燃性强:间位芳纶纸又称为“防火纤维”,极限氧指数 LOI 大于 29%且在空气中不燃烧、不助燃,在火焰中不延燃,具有自熄性,炭化分解时不产生熔滴;
u化学稳定性强:芳纶纸可耐大多数高浓无机酸、有机溶剂等化学试剂;
u耐辐射性能强:芳纶纸耐α、β、χ射线、紫外光线辐射性能优异。
芳纶纸类别:
| 芳纶纸分类 | 性能概要 |
| 对位芳纶纸 | 是以对位芳纶短切纤维和间位芳纶沉析纤维为主要原料制成的一种特种纸,对位芳纶纸的性 能优于间位芳纶纸。公司对位芳纶纸主要用于 蜂窝芯材上,其强度为同等质量钢铁的5倍,但密度仅为钢铁的五分之一。 |
| 间位芳纶纸 | 是以间位芳纶短切纤维和间位芳纶沉析纤维为主要原料制成的一种特种纸,具有高强度、耐高温、耐腐蚀、本质阻燃和优良的电绝缘性能。间位芳纶纸衍生品系由间位芳纶纸为主要原材料经初加工而成。 |
芳纶纸应用领域:

芳纶纸生产工艺:芳纶纸工艺由纤维原料经分散、制浆、成纸、整饰、分切等诸多工艺抄制而成。

芳纶纸制造难点主要包括纤维分散、湿法成形、高温整饰等环节:
Ø纤维分散:传统造纸原料为植物纤维素,其具有亲水性基团,因此纤维分散环节加工难度较低。而芳纶中酰胺键与苯环相邻,使得酰胺键密度较低,同时共轭后酰胺氢键作用减弱,使得材料呈收水性,导致芳纶纤维在水中很难分散,从而影响芳纶纸的成形及其物理性能;
Ø湿法成形:相比传统造纸所使用的植物纤维,芳纶纸所用的化学合成纤维长度更长,使得纤维在脱水成形后整体的均匀性和稳定性难以保证。同时芳纶纸以短切纤维和沉析纤维两种材料作为原料进行生产,成形难度较大;
Ø高温整饰:经湿法成形初步制成的芳纶纸强度低、密度小不能满足终端应用领域的使用要求,需要对其在高温、高压等特定工艺下进行整饰加工,以实现材料的可塑化、致密化,从而提高芳纶纸的性能指标。
技术壁垒:高温整饰(热压)是芳纶纸生产的三大技术壁垒之一
由于芳纶纸是一种耐高温材料,因此,掌握材料结构、性能与温度、压力等因素之间的关系,构建合适的整饰加工环境并设计开发出有效的工艺技术和专用设备,进而提高芳纶纤维之间的黏结强度,实现芳纶纸产品的可塑化、致密化是芳纶纸生产过程中的核心技术,是制约行业发展的一大技术壁垒。
上海联净芳纶纸热压设备:
上海联净公司的芳纶纸热压设备是实现高性能芳纶纸生产的核心装备之一。该设备通过集成超高线压力压光技术、精准温控系统及工艺优化设计,解决了传统芳纶纸强度低、致密性不足等问题,显著提升产品的均一性和稳定性

上海联净热压设备功能、原理:
1.热压设备功能
热压设备是将湿法成形初步制成的芳纶纸通过多道辊式高温预压和高温热压,让芳纶纤维在一定温度和压力下,产品局部熔融和变形,从而得到结构紧密的高强度芳纶纸产品。
热辊压是芳纶纸高温整饰过程中最关键的工艺之一,其辊压的精度在很大程度上影响着芳纶纸的性能。
热压(高温整饰)的原理:
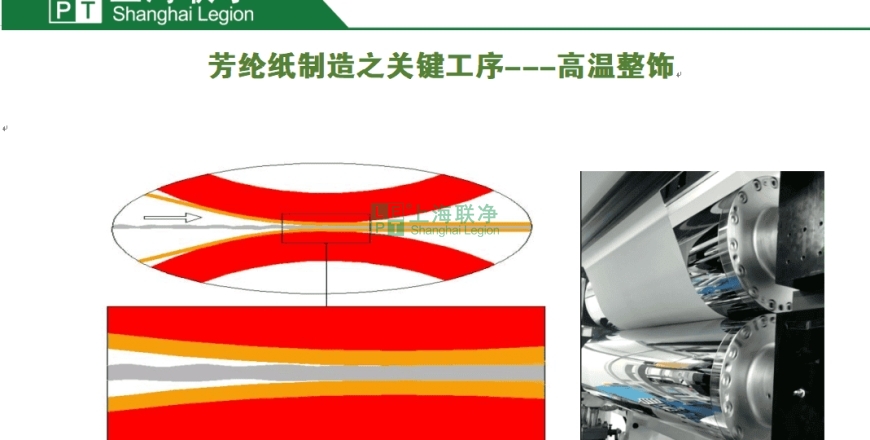
通过热辊压使芳纶纤维局部熔融并重新黏结,纤维间的结合力增强,抗张强度大幅提高,材料更加质密、厚度均匀。辊压之前,湿法成形的原芳纶纸初始强度低、结构松散,纤维之间存在大的空隙,在辊压过程中,纤维间发生小位移运动填补其中的间隙使其在压实下进行相互交错。

图1:热辊压原理如图所示。
采用二级热压与精准温控系统
上海联净公司热压设备采用二级热压方式(图2),在热压过程中对芳纶纸进行多阶段处理。预压阶段温度控制在200~300℃,热压阶段提升至280~320℃,且温度波动范围严格控制在±1℃以内。精准的温度管理确保了芳纶纤维在热压条件下的塑化黏合机制,使抗拉强度、厚度均匀性及断裂伸长率等性能指标显著提升

图2:二级热压工艺示意图
热压辊采用上海联净专利技术的电磁加热辊(图3),锻造合金钢;机械精度:±0.001mm(@RT),±0.005mm(@PT);最高温度350℃,辊面温差±1℃;辊体硬度≥HRC58,硬化深度度≥8mm。

图3:电磁感应加热辊原理图

图4:电磁感应加热辊
热压设备压力控制:

图5:极片相对密度随接触压力变化示意图
如图所示(图5)在区域(1)内,随着接触压力不断增大,原纸内的松散纤维开始产生了小规模的位移,并且位移在逐渐增大,此时纤维之间的间隙逐渐被填充,此时具体表现为纸张的相对密度随接触压力的增大缓慢增加。
在区域(2)内,纸张纤维经过区域(1)内的密度小规模提高后,随着接触压力的增大,纤维开始继续填充间隙,经过区域(2)内的辊压后,纤维间的间隙已被挤压密实,此时具体表现为纸张的相对密度随接触压力的增大迅速增加,相对密度提高速度远远高于区域(1)阶段。
在区域(3)内,经过区域(2)内纸张纤维之间空隙继续被填充,随着接触压力的增大,纸张的相对密度随接触压力的增大不会再迅速增加,因此纸张相对密度变化变为平缓曲线。
辊压质量影响因素:
热压设备造成的芳纶纸质量问题主要体现在辊压后纸张厚度的不均匀性,厚度的不一致导致纸张压实密度的不一致,纸张厚度均匀性包括横向厚度均匀性和纵向厚度均匀性,如图6所示,形成横向厚度不均匀性和纵向厚度不均匀性的原因不同。极片横向厚度不均匀性的主要影响因素为压辊弯曲变形、机座的刚度、主要受力件的弹性变形、辊压力、纸张宽度等,压机工作时,由于辊压力的作用,使得热辊和机座等受力件变形,最终表现为轧辊的挠度变形,使极片在横向出现中间厚两边薄的现象;极片纵向厚度不均匀性的主要影响因素为压辊、轴承、轴承座等的加工精度以及安装精度,关键工件的加工误差会使压辊转动时作用在芳纶纸张上的辊压力出现周期性浮动,使纸张纵向出现压实厚度不均匀现象。

图6:芳纶纸张示意图

图7:辊压纸厚加工优化过程示意图
联净高温热磨工艺及中高设计:
高温热磨技术:上海联净攻克了加热辊350℃的热磨工艺,使加热辊在高温工艺条件下,辊筒机械精度得到保证。

辊体中高设计:上海联净采用精确计算在特定温度和压力下辊筒的变形量,根据变形量设计加热辊对应的中高,结合高温热磨工艺将辊筒设计为“纺锤形”。辊筒的中高可弥补在受压之后的变形,保证辊压后的芳纶纸厚度高度均匀性。

上海联净芳纶纸热压设备的组成:
芳纶纸热压设备包括放卷系统、双辊预热系统、双组辊压系统、双辊冷却和收卷系统,各系统组成部分:放卷张力系统,辊压速度系统,收卷张力系统,放卷纠偏系统,间隙调整系统,收卷纠偏系统,放卷气胀轴,辊压压力系统,收卷气胀轴,切刀平台,收卷辅助穿带系统,放卷辅助穿带系统。


各部分系统的具体功能如下:
放卷张力系统的功能是在芳纶原纸放卷过程中,利用磁粉制动器对纸张的张力进行实时调节;
放卷纠偏系统的主要功能是通过U型传感器进行偏移量测量,调整芳纶原纸的左右距离,防止出现跑偏的现象;
放卷气胀轴的作用是通过充气/放气实现纸张卷料的缠绕及换料;
切刀平台的功能是在放卷处纸张卷料即将用完时,切断卷料,实现换卷;
放卷辅助穿带系统的作用是在穿带过程中,对纸张进行夹紧,以防止极片运动;
辊压速度系统的功能主要是通过变频器控制三相异步电机,实现对极片辊压速度的控制;
间隙调整系统实现的功能是通过伺服电机调整上、下热压辊间的缝隙,为芳纶纸辊压提供要求的厚度;
辊压压力系统的功能是通过控制气液增压泵调节压力,提供合适的辊压力将芳纶纸辊压成厚度均匀且密度高的产品;
收卷张力系统主要应用于芳纶纸收卷过程中,利用变频器和收卷电机对芳纶纸张力进行实时调节;
收卷纠偏系统的功能类似于放卷纠偏系统,通过U型传感器进行偏移量测量,调整芳纶纸的左右距离,防止出现料卷错层、塔形现象;
收卷气胀轴的作用是通过充气/放气实现芳纶纸卷料的缠绕及换料;
收卷辅助穿带系统的功能与放卷辅助穿带系统相似,在生产初始化时对芳纶纸进行穿带,对芳纶纸进行夹紧,防止芳纶纸运动。
上海联净芳纶纸热压设备典型技术参数(可根据要求定制):
基本参数要求:
厚度:50~120μm
产品宽度:Max 2100mm
原料卷径:Max φ1400mm
原料卷重:Max 1500kg
成品卷径:Max φ1000mm
机械速度:10~100m/min
收放张力:0-500N/m
线压力:100-350N/mm
热压温度:Max 320℃
规格与性能:
有效宽度: 2200mm
辊面宽度: 2800mm
机械速度: Max 100m/min(具体生产速度视工艺而定)
放卷直径: ≤Φ1500mm
收卷直径: ≤Φ1100mm
热压方式: 电磁加热辊热压
温度控制: 250~310℃±1℃
卷取边缘整齐:±1.0mm
装机总功率: 约850k
申明:
如本站文章或转稿涉及版权等问题,请您及时联系本站,我们会尽快处理!*