欢迎访问上海联净复合材料技术有限公司网站!











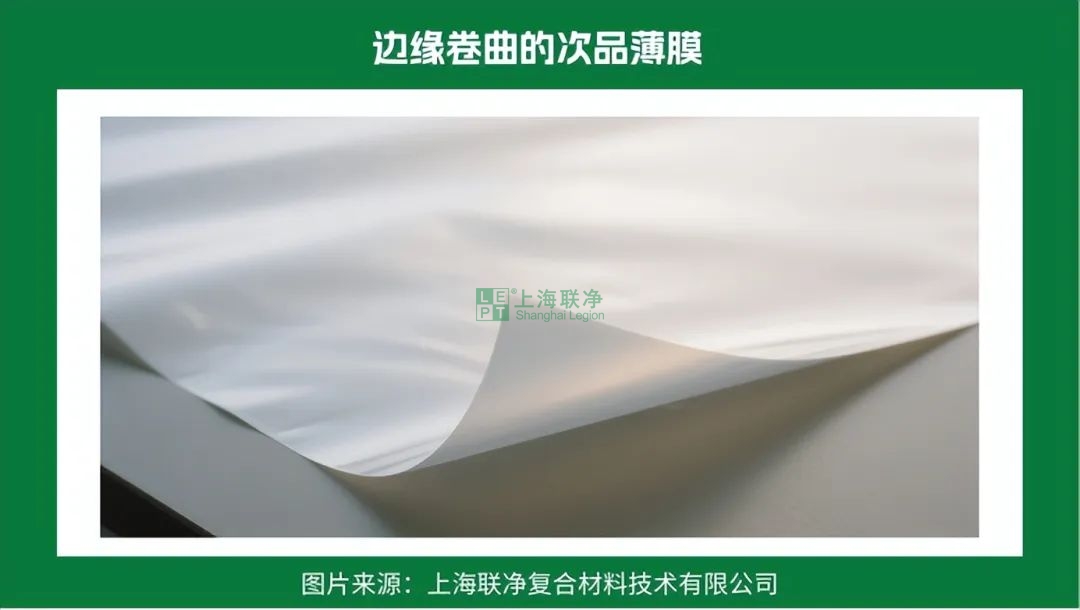
在薄膜生产车间里,常常能看到这样的场景:刚生产出的薄膜卷边缘微微上翘,像被风吹翻的书页。千万别小看这个“小瑕疵”——它可能让整批产品沦为废品。某包装厂曾因PE膜翘边导致印刷套色偏差...
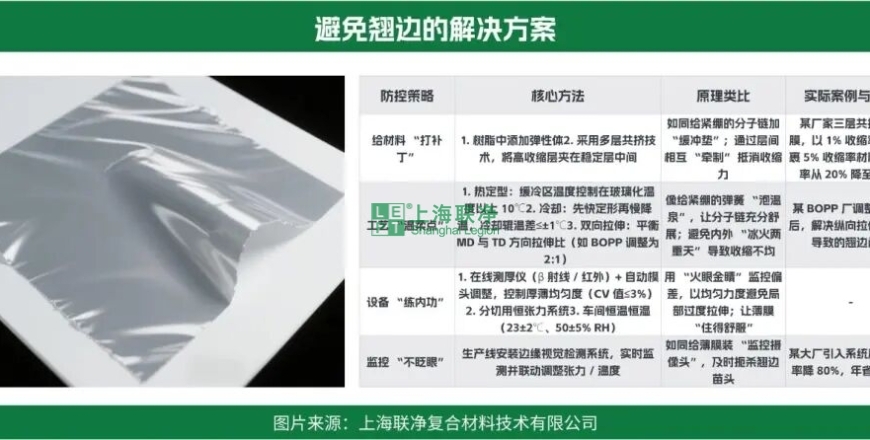
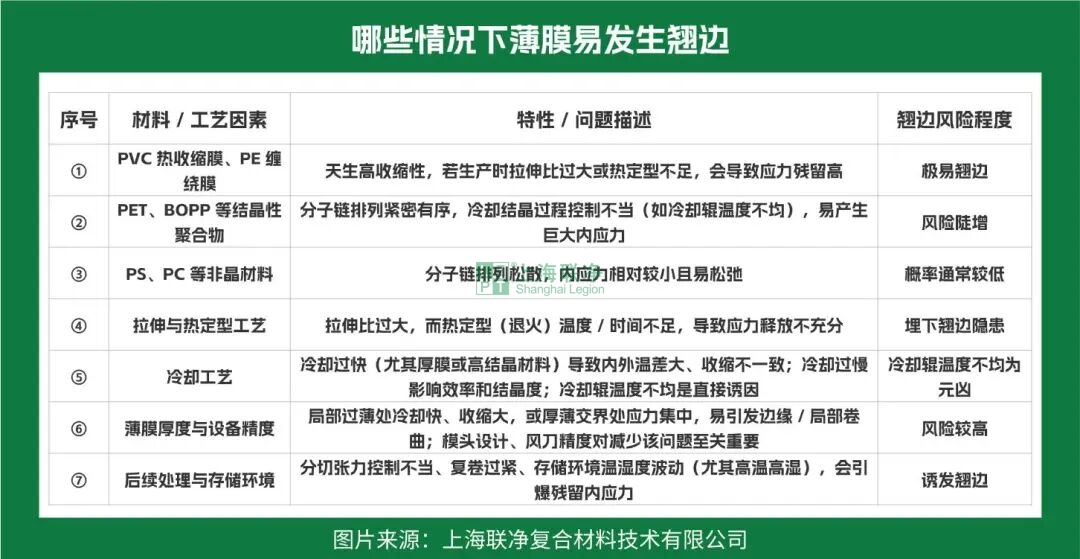
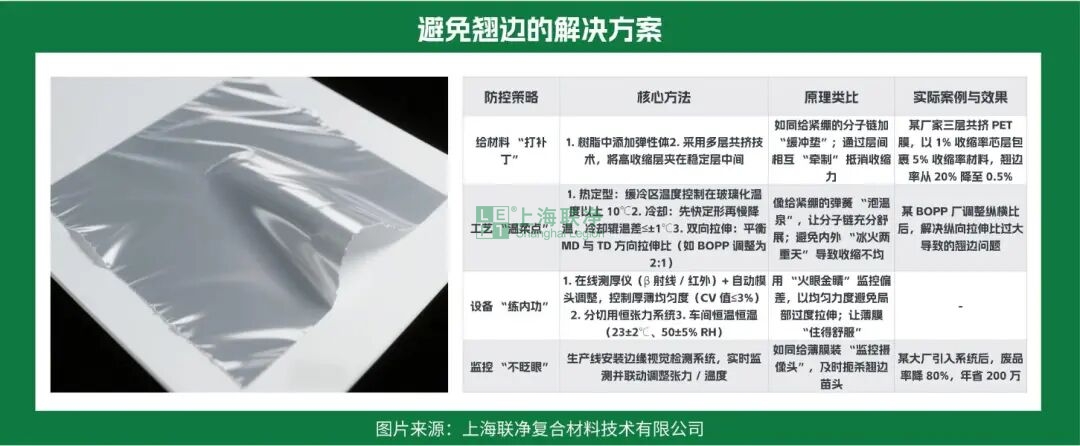
把薄膜放大到显微镜下,你会看到无数像弹簧一样的高分子链。正常情况下,它们随意蜷缩、互不打扰;但在生产时,机器会像拉面条一样把这些 “弹簧” 强行拉直。如果冷却太快,这些被拉拽的分子链来不及 “松口气”,就被死死 “冻” 在拉伸状态 —— 这就是藏在薄膜里的 “内应力”。 就像被压缩的弹簧总想弹开,这些被强行拉直的分子链也在伺机 “反抗”。当薄膜分切、环境温湿度变化时,内应力突然释放,边缘的分子链率先收缩,原本平整的薄膜就会向上翻卷。简单说,翘边本质是分子链的 “记忆回弹”,是材料自我平衡内应力的本能反应。 不是所有薄膜都爱翘边,这背后藏着材料特性和生产工艺的双重密码: ① PVC 热收缩膜和 PE 缠绕膜这俩属于 "天生爱收缩" 的主儿。要是生产时拉得太猛(拉伸比太大),或者热定型没做好,膜里就会攒下一股子 "憋屈的劲儿"(应力残留),稍不注意边缘就卷起来了,翘边那是常有的事。 ② 再看 PET、BOPP 这类材料,它们的分子链跟排队似的,整整齐齐特有序。但冷却结晶这步要是出岔子,比如冷却辊忽冷忽热,分子们就会 "闹别扭",产生超大的内应力,这时候翘边的风险直接翻倍。 ③ 而 PS、PC 这类非晶材料就随和多了,分子链排列松松散散,内应力小不说,还容易释放,所以翘边的情况一般很少见。 ④ 生产时要是把膜拉得太狠,热定型(退火)的温度不够或者时间太短,膜里的应力没放干净,就像埋下了颗 "定时炸弹",迟早要出翘边问题。 ⑤ 冷却这步是个技术活:冷得太快,特别是厚膜或者高结晶材料,膜的里外温差大,收缩不一样,边缘准卷;冷得太慢吧,生产效率上不去,还可能影响材料性能。尤其冷却辊温度不均匀,那绝对是翘边的罪魁祸首。 ⑥ 膜要是有的地方特别薄,这些地方冷却快、收缩也大,或者厚薄交界的地方应力堆在一起,边缘或局部就很容易卷起来。这时候模头设计合不合理、风刀控制精不精准,就太关键了。 ⑦ 还有后续处理也不能大意:分切时拉力没调好、复卷卷得太紧,甚至存放的地方温湿度忽高忽低(高温高湿尤其要命),都像划燃的火柴,一下子就把膜里残留的内应力引爆了,翘边说来就来。 解决翘边不是头痛医头,而是要建立全链条防控体系,这四招最管用: (1)给材料 “打补丁”:从配方上中和应力 在树脂里加一点点弹性体,就像给紧绷的分子链垫上 “缓冲垫”,能有效中和内应力;多层共挤更绝,把高收缩层夹在稳定层中间,让它们互相 “牵制”,想翘边都难。某厂家用三层共挤生产 PET 膜,把收缩率 5% 的材料夹在收缩率 1% 的芯层中间,翘边率直接从 20% 降到 0.5%。 (2)工艺 “温柔点”:让分子链 “慢慢放松” 热定型环节是关键,就像给紧绷的弹簧泡温泉。拉伸后的薄膜进入缓冷区,温度精确控制在玻璃化温度以上 10℃,分子链有足够时间 “舒展身体”,内应力自然释放。冷却时不能急,先快速定型再缓慢降温,冷却辊温差控制在 ±1℃以内,避免内外 “冰火两重天”。 对双向拉伸薄膜来说,MD 和 TD 方向的拉伸比要像天平一样平衡。某 BOPP 厂曾因纵向拉伸比过大导致翘边,调整纵横比从 3:1 改为 2:1 后,问题迎刃而解。 (3)设备 “练内功”:用精度对抗偏差 在线测厚仪必须是 “火眼金睛”,β 射线或红外检测能实时发现厚度偏差,配合自动模头调整,让薄膜厚薄均匀度(CV 值)控制在 3% 以内;分切时用恒张力系统,就像用均匀的力气拉绳子,避免局部过度拉伸。 生产车间最好装空调,保持 23±2℃、50±5% RH 的恒温恒湿环境,让薄膜 “住得舒服”,减少环境诱发的翘边。 (4)监控 “不眨眼”:把问题扼杀在萌芽 在生产线装边缘视觉检测系统,就像给薄膜装了 “监控摄像头”,一旦发现边缘有微微卷曲的苗头,立刻联动设备调整张力或温度。某大厂引入这套系统后,废品率降低了 80%,一年省出 200 万。 薄膜翘边从来不是小问题,它是材料、工艺、设备共同作用的结果,更是对生产精细化程度的考验。从分子链的排列到车间温湿度的控制,从配方设计到智能检测,每一个环节都藏着 “防翘” 的密码。 真正的高手,不是等翘边出现后再补救,而是通过全链条的精准控制,让分子链 “服服帖帖”,从源头杜绝翘边。毕竟,一次到位的稳定生产,胜过百次的返工补救。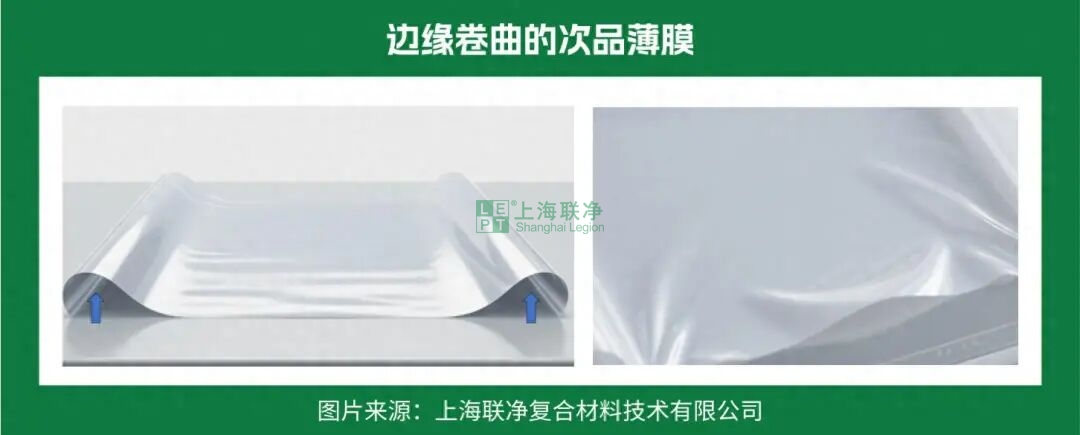
一、薄膜为啥会 “翘边”?分子链的 “叛逆” 藏着答案
二、这 7 种情况,薄膜最容易 “翘边”
三、4 大解决方案,从分子到设备全面 “治翘”
四、结语:控制翘边,就是控制分子的 “脾气”
